

Собранная ровница из стекловолокна E-класса для намотки нитей



Собранная ровница из стекловолокна E-класса для намотки нитей
Собранная ровница для намотки нитей специально разработана для процесса намотки нитей из стекловолокна и совместима с ненасыщенным полиэфиром.
Полученный в результате композитный продукт обладает превосходными механическими свойствами.
Функции
●Отличные механические свойства
●Быстро смачивается смолами
●Низкий уровень шума
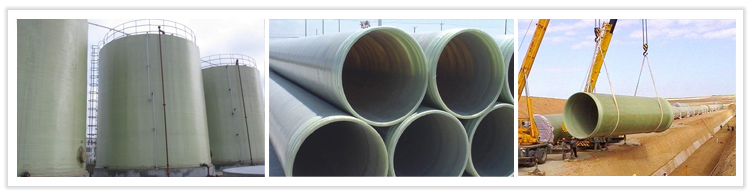
Приложение
В основном он используется для производства емкостей и труб в нефтяной, химической и горнодобывающей промышленности.
Список товаров
| Элемент | Линейная плотность | Совместимость смол | Функции | Конечное использование |
| BHFW-01A | 2400, 4800 | UP | Быстрое смачивание, мало ворса, высокая прочность | конвейер |
| Идентификация | |
| Тип стекла | E |
| Собранная ровница | R |
| Диаметр нити, мкм | 13 |
| Линейная плотность, текс | 2400, 4800 |
| Технические параметры | |||
| Линейная плотность (%) | Содержание влаги (%) | Содержание гранул (%) | Прочность на разрыв (Н/текс) |
| ISO 1889 | ISO 3344 | ISO 1887 | ISO 3341 |
| ±6 | ≤0,10 | 0,55±0,15 | ≥0,40 |
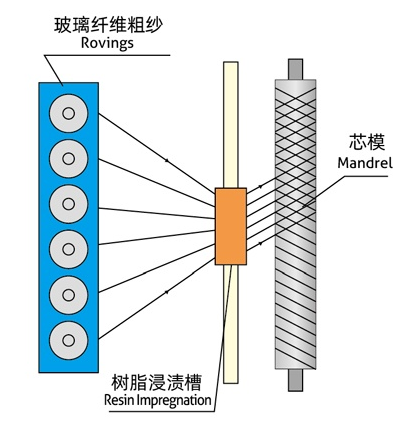
Процесс намотки нитей
Традиционная намотка нити накаливания
В процессе намотки волокон непрерывные нити стекловолокна, пропитанного смолой, наматываются под натяжением на оправку в точно заданных геометрических формах для формирования детали, которая затем отверждается, образуя готовое изделие.
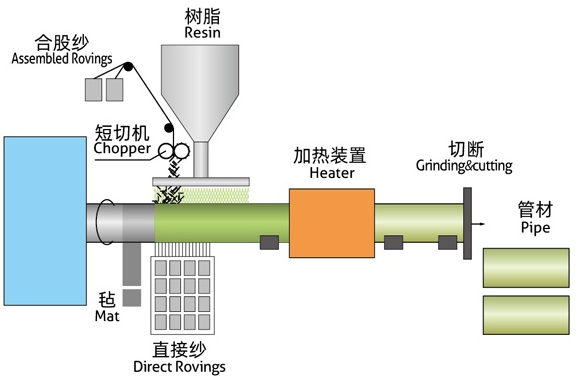
Непрерывная намотка нити
Многослойные ламинированные заготовки, состоящие из смолы, армирующего стекловолокна и других материалов, наносятся на вращающуюся оправку, которая формируется из непрерывной стальной ленты, постоянно перемещающейся по винтовой траектории. Композитная деталь нагревается и отверждается на месте по мере перемещения оправки по линии, а затем разрезается на заданную длину с помощью подвижной отрезной пилы.
-

Ровинг из SMC-пластика на основе электростекла для автомобильных компонентов
-

Собранная ровинговая матрица из стекловолокна для покраски
-

Собранная ровинговая нить из стекловолокна E-класса для центробежного литья
-

Сплошной ровинг из стекловолокна E-glass для термопластов
-

Собранная ровинговая лента из стекловолокна для SMC
-

Сплошная ровинговая матрица из стекловолокна E-класса для GMT









