Прямая качка для LFT



Прямая качка для LFT
Прямая ровница для LFT покрыта силансодержащим пропиточным составом, совместимым с полиамидом (PA), полибутилентерефталат (PBT), полиэтилентерефталат (PET), полипропиленом (PP), абстрактным фосфатом (ABS), полифениленсульфидом (PPS) и полиоксометаллатом (POM).
Функции
●Низкий уровень шума
●Отличная совместимость с многокомпонентными термопластичными смолами
●Хорошие технологические свойства
●Превосходные механические свойства конечного композитного изделия

Приложение
Он широко используется в автомобильной, строительной, спортивной, электротехнической и электронной промышленности.

Список товаров
| Элемент | Линейная плотность | Совместимость смол | Функции | Конечное использование |
| BHLFT-01D | 400-2400 | PP | Добропорядочность | Отличные технологические и механические свойства, приглушенный светлый цвет. |
| БХЛФТ-02Д | 400-2400 | ПА, ТПУ | Низкий уровень шума | Превосходные технологические и механические свойства, разработаны для процесса LFT-G. |
| БХЛФТ-03Д | 400-3000 | PP | Хорошая дисперсия | Специально разработан для процесса LFT-D и широко используется в автомобильной, строительной, спортивной, электротехнической и электронной промышленности. |
| Идентификация | |||||
| Тип стекла | E | ||||
| Прямая роулинг | R | ||||
| Диаметр нити, мкм | 400 | 600 | 1200 | 2400 | 3000 |
| Линейная плотность, текс | 16 | 14 | 17 | 17 | 19 |
| Технические параметры | |||
| Линейная плотность (%) | Содержание влаги (%) | Содержание гранул (%) | Прочность на разрыв (Н/Текс) |
| ISO1889 | ISO3344 | ISO1887 | IS03341 |
| ±5 | ≤0,10 | 0,55±0,15 | ≥0,3 |
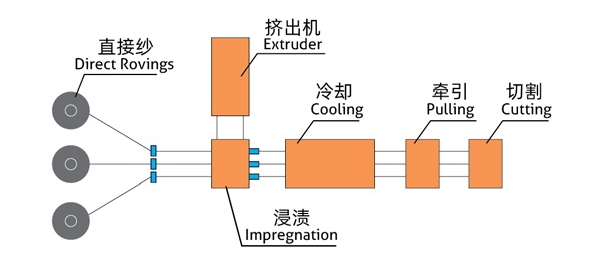
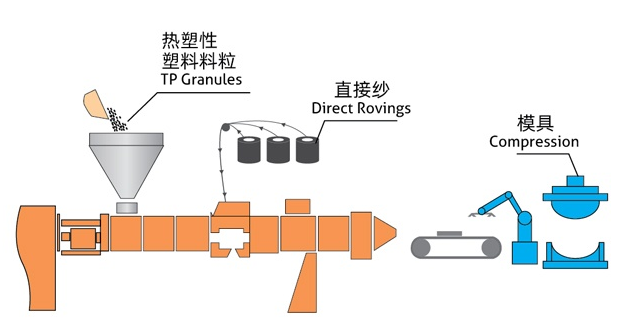
Процесс ЛФТ
Полимерные гранулы LFT-D и стекловолокно вводятся в двухшнековый экструдер, где полимер расплавляется, и образуется компаунд. Затем расплавленный компаунд непосредственно формуется в готовые детали методом литья под давлением или компрессионного формования.
LFT-G Термопластичный полимер нагревают до расплавленного состояния и закачивают в фильерную головку. Непрерывный ровинг протягивают через дисперсионный фильер, чтобы обеспечить полное пропитывание стекловолокном и полимером и получить уплотненные стержни. После охлаждения стержень измельчают на армированные гранулы.