Прямая ровница для намотки нитей



Прямая ровница для намотки нитей
Ровинг прямого действия для намотки нитей, совместим с ненасыщенными полиэфирными, полиуретановыми, винилэфирными, эпоксидными и фенольными смолами.
Функции
● Высокая производительность процесса и низкий уровень нечеткости
● Совместимость с различными системами смол.
●Хорошие механические свойства
●Полное и быстрое пропитывание водой
●Отличная устойчивость к кислотной коррозии

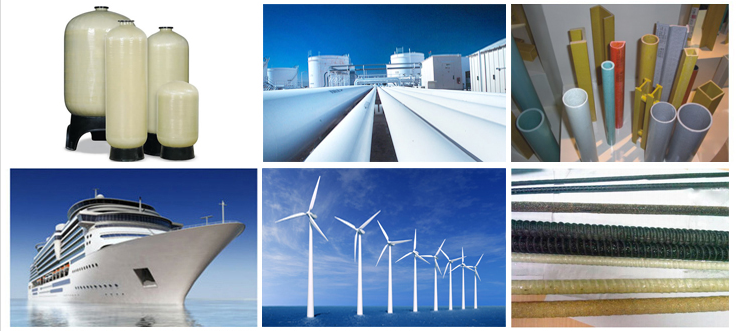
Приложение
Основные области применения включают производство труб из стекловолокна различного диаметра, труб высокого давления для нефтепереработки, сосудов под давлением, резервуаров для хранения, а также изоляционных материалов, таких как арматурные стержни и изоляционные трубки.
Список товаров
| Элемент | Линейная плотность | Совместимость смол | Функции | Конечное использование |
| BHFW-01D | 1200,2000,2400 | EP | Совместим с эпоксидной смолой, предназначен для процесса намотки нитей под высоким натяжением. | используется в качестве армирующего материала при производстве труб высокого давления для транспортировки нефти. |
| BHFW-02D | 2000 | Полиуретан | Совместим с эпоксидной смолой, предназначен для процесса намотки нитей под высоким натяжением. | Используется для производства стержней для электромонтажных работ. |
| BHFW-03D | 200-9600 | ВВЕРХ, ВЕ, ЭП | Совместимость со смолами; Низкое вспучивание; Превосходные технологические свойства; Высокая механическая прочность композитного изделия. | Используется для производства резервуаров для хранения и труб из стекловолокна среднего давления для транспортировки воды и защиты от химической коррозии. |
| BHFW-04D | 1200,2400 | EP | Отличные электротехнические характеристики | Используется для производства полых изоляционных труб. |
| BHFW-05D | 200-9600 | ВВЕРХ, ВЕ, ЭП | Совместимость со смолами; превосходные механические свойства композитного материала. | Используется для производства обычных труб и резервуаров из стекловолокна, устойчивых к давлению. |
| BHFW-06D | 735 | ВВЕРХ, ВЕ, ВВЕРХ | Отличные технологические характеристики; превосходная химическая коррозионная стойкость, например, к коррозии от сырой нефти и газа (сероводорода); отличная износостойкость. | Предназначен для намотки волокон из термопластичных армирующих материалов (RTP), требующих кислотостойкости и износостойкости. Подходит для применения в трубопроводных системах с намоточным креплением. |
| BHFW-07D | 300-2400 | EP | Совместимость с эпоксидной смолой; низкое ворсистость; предназначен для процесса намотки нитей при низком натяжении. | Используется в качестве армирующего материала для сосудов под давлением и труб из стекловолокна, устойчивых к высокому и среднему давлению, для транспортировки воды. |
| Идентификация | |||||||
| Тип стекла | E | ||||||
| Прямая роулинг | R | ||||||
| Диаметр нити, мкм | 13 | 16 | 17 | 17 | 22 | 24 | 31 |
| Линейная плотность, текс | 300 | 200 400 | 600 735 | 1100 1200 | 2200 | 2400 4800 | 9600 |
| Технические параметры | |||
| Линейная плотность (%) | Содержание влаги (%) | Содержание гранул (%) | Прочность на разрыв (Н/Текс) |
| ISO1889 | ISO3344 | ISO1887 | IS03341 |
| ±5 | ≤0,10 | 0,55±0,15 | ≥0,40 |
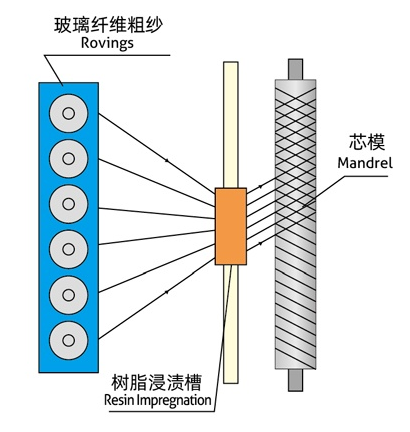
Процесс намотки нитей
Традиционная намотка нити накаливания
В процессе намотки волокон непрерывные нити стекловолокна, пропитанного смолой, наматываются под натяжением на оправку в точно заданных геометрических формах для формирования детали, которая затем отверждается, образуя готовое изделие.
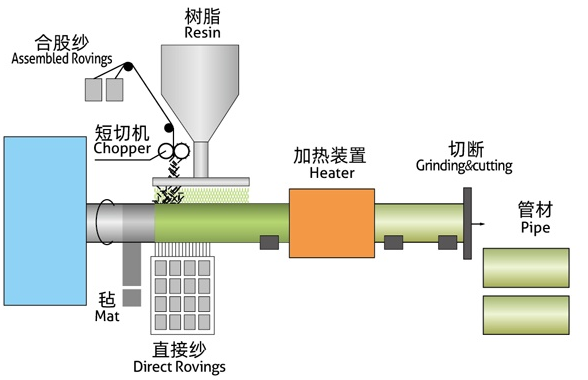
Непрерывная намотка нити
Многослойные ламинированные заготовки, состоящие из смолы, армирующего стекловолокна и других материалов, наносятся на вращающуюся оправку, которая формируется из непрерывной стальной ленты, постоянно перемещающейся по винтовой траектории. Композитная деталь нагревается и отверждается на месте по мере перемещения оправки по линии, а затем разрезается на заданную длину с помощью подвижной отрезной пилы.